
Solar System Design Software: A Complete Guide for Modern Solar Planning
Solar System Design Software has become an essential tool for engineers, installers, and solar companies involved in renewable energy projects. As solar power continues to expand globally, accurate system design and efficient planning are more important than ever. Solar projects require detailed calculations, precise layouts, and reliable performance estimates before installation begins.
Solar System Design Software simplifies these tasks by providing digital tools that allow professionals to design solar photovoltaic systems quickly and accurately. With advanced platforms such as SurgePV, solar professionals can streamline project planning, reduce design errors, and improve system efficiency.
This article explains how Solar System Design Software works, why it is important for solar energy projects, and how it improves the overall solar design process.
What Is Solar System Design Software?
Solar System Design Software is a specialized digital platform used to design, analyze, and optimize solar photovoltaic systems. It helps engineers and solar installers plan solar panel layouts, calculate system capacity, and estimate expected energy production.
Traditionally, solar system design required manual calculations and field measurements. This process often took a significant amount of time and increased the chances of errors. Solar System Design Software has replaced these manual processes with automated design tools and simulations.
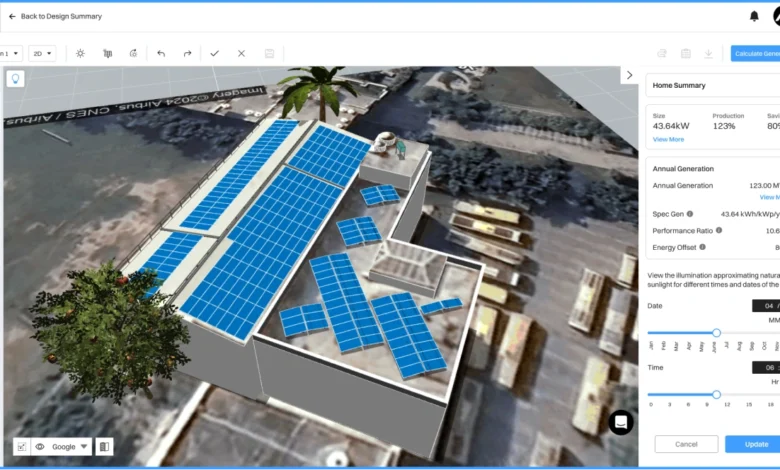
Using Solar System Design Software, professionals can analyze roof space, panel orientation, shading impact, and electrical configurations. Platforms developed by SurgePV provide efficient tools that simplify solar system planning and improve project accuracy.
Why Solar System Design Software Is Important
Solar energy systems must be designed carefully to achieve maximum performance. Factors such as sunlight exposure, panel orientation, roof angle, and environmental conditions all affect energy production.
Solar System Design Software helps professionals evaluate these factors and design systems that deliver optimal results.
One of the main benefits of Solar System Design Software is improved design accuracy. Automated tools ensure that system components such as solar panels, inverters, and wiring are correctly configured.
Another advantage is faster project development. Solar professionals can create detailed designs in minutes instead of spending hours performing manual calculations.
Solar System Design Software also improves project visualization. Designers can present clear layouts and performance reports that help clients understand how the solar installation will work.
Companies such as SurgePV provide advanced Solar System Design Software solutions that simplify complex design processes and improve project reliability.
Key Features of Solar System Design Software
Modern Solar System Design Software includes a variety of features that help solar professionals design efficient and reliable photovoltaic systems.
Solar Panel Layout Design
Solar System Design Software allows designers to create accurate panel layouts on rooftops or ground installations. Users can adjust panel orientation, tilt angles, and spacing to maximize sunlight exposure.
This ensures that solar panels capture the maximum amount of solar energy.
Energy Production Simulation
One of the most valuable features of Solar System Design Software is energy production simulation. The software calculates how much electricity a solar system will generate based on location, weather patterns, and solar radiation data.
This helps engineers estimate system performance and long-term energy output.
Shading Analysis
Shading from trees, buildings, or other structures can reduce solar panel efficiency. Solar System Design Software performs shading analysis to identify potential obstacles that may block sunlight.
By analyzing shading patterns, designers can adjust panel placement to improve system performance.
System Performance Evaluation
Solar System Design Software evaluates system performance by analyzing components such as solar panels, inverters, and electrical connections. This ensures that the system operates efficiently and meets energy requirements.
Platforms such as SurgePV allow engineers to compare multiple design configurations and select the most efficient system layout.
Automated Reports and Documentation
Solar installations require technical documentation for clients, investors, and regulatory authorities. Solar System Design Software automatically generates detailed reports that include system layouts, energy simulations, and financial projections.
These reports help solar companies communicate project details clearly and improve approval processes.
Benefits of Using Solar System Design Software
Solar System Design Software offers several advantages that improve both technical performance and business efficiency.
Faster Design Process
Automated design tools allow solar professionals to create system layouts quickly. This speeds up project planning and allows companies to handle more installations.
Higher Design Accuracy
Solar System Design Software performs complex calculations automatically, reducing the risk of human errors.
Improved Customer Communication
Visual design layouts and performance simulations help customers understand the benefits of solar installations. Clear information makes it easier for clients to make informed decisions.
Better Energy Efficiency
By analyzing sunlight exposure, shading conditions, and panel orientation, Solar System Design Software helps designers create systems that generate maximum electricity.
Streamlined Project Management
Solar companies often manage multiple installations at the same time. Solar System Design Software helps organize project data, design files, and system simulations in one platform.
Solutions developed by SurgePV provide tools that simplify project management and improve workflow efficiency.
How Solar System Design Software Improves Solar Installations
Solar System Design Software improves the entire solar project lifecycle. From site analysis to system installation, digital tools help engineers and installers work more efficiently.
During the site evaluation phase, engineers analyze roof structure, available space, and environmental conditions. This helps determine whether a location is suitable for solar installation.
During the design phase, Solar System Design Software creates optimized system layouts and calculates expected energy production.
During the proposal phase, solar companies present professional reports to clients. These reports explain system performance, installation costs, and long-term savings.
By improving each stage of the project, Solar System Design Software helps solar companies deliver high-quality installations and increase customer satisfaction.
Platforms developed by SurgePV help professionals simplify complex solar design tasks while improving project accuracy.
Choosing the Right Solar System Design Software
Selecting the right Solar System Design Software is important for achieving efficient solar project planning. Solar companies should evaluate several factors when choosing a platform.
First, ease of use is essential. The software should allow designers to create layouts and run simulations quickly.
Second, accuracy is critical. Reliable Solar System Design Software must provide precise energy production estimates based on real environmental data.
Third, integration capabilities are important. Solar companies often use multiple tools for project management and sales. Software that integrates with these systems improves workflow efficiency.
Fourth, scalability should be considered. Solar businesses need software that supports both residential and commercial projects.
Platforms developed by SurgePV combine user-friendly design tools with advanced analytical features to support a wide range of solar projects.
The Future of Solar System Design Software
The solar energy industry is evolving rapidly, and Solar System Design Software continues to improve with new technologies. Innovations such as artificial intelligence, machine learning, and advanced data analytics are transforming solar design tools.
Future Solar System Design Software platforms will likely include automated site analysis, predictive energy modeling, and real-time system monitoring.
These technologies will allow solar professionals to design systems more efficiently while improving performance accuracy.
Companies like SurgePV are working to develop advanced digital solutions that support the growing demand for renewable energy worldwide.
Conclusion
Solar System Design Software plays a crucial role in modern solar energy development. By simplifying system planning, improving design accuracy, and providing advanced simulations, it enables solar professionals to design efficient photovoltaic systems.
From panel layout planning to energy production analysis, Solar System Design Software helps engineers and installers optimize solar projects with confidence.
With innovative solutions developed by SurgePV, solar companies can improve project efficiency, reduce design errors, and deliver reliable solar installations.
As renewable energy adoption continues to grow, Solar System Design Software will remain a key technology that supports sustainable energy development and efficient solar project planning.


